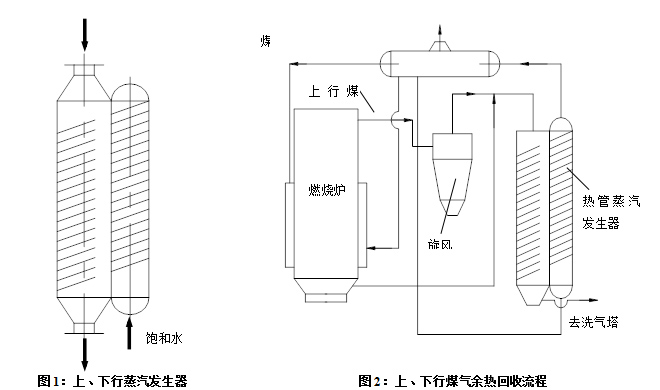
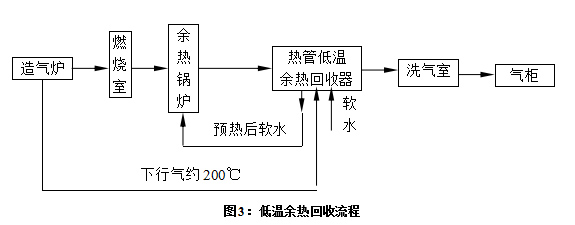
2、为充分考虑设备利用率及余热回收率,可在每一台煤造气炉后加一台热管蒸汽发生器专供上、下行煤气余热回收,而将三台煤气炉的吹风气通过一个燃烧室燃烧后进入一台热管废热锅炉,可使设备的利用率达75%~84%。
二、热管技术在硫酸工业中的应用
由于硫酸生产是连续性生产,生产过程中的高温,矿尘磨损,高、低温腐蚀等因素常使设备受到侵害,致使整个生产停顿造成损失。热管设备的个别管件损坏不会影响整体设备效能,因之不需要停工检修,故热管技术在硫酸生产中具有广阔的应用远景。热管技术在硫酸生产中可以应用在以下几个工序中。
1、 沸腾焙烧炉沸腾层内的余热回收
2、 沸腾焙烧炉矿渣余热回收
3、 SO2炉气余热回收
4、 SO3气体冷却器
5、 热管SO2转化器
6、 热管开工预热器
以沸腾焙烧炉沸腾层内的余热回收为例。
硫酸生产中沸腾床内沸腾层的温度一般控制在800~900℃之间。硫铁矿燃烧是一强放热反应,为了维持这一温度必须从床层中导走多余的热量。根据热量平衡计算,每生产1吨硫酸(100%浓度)从沸腾炉层导走的热量可达1.482MJ。将此热量折合成标准蒸汽约为0.55吨/吨H2SO4。一个年产10万吨硫酸的工厂从沸腾炉中回收的蒸汽量约为5.5万吨/年,以每吨60元计,可获利330万元/年。
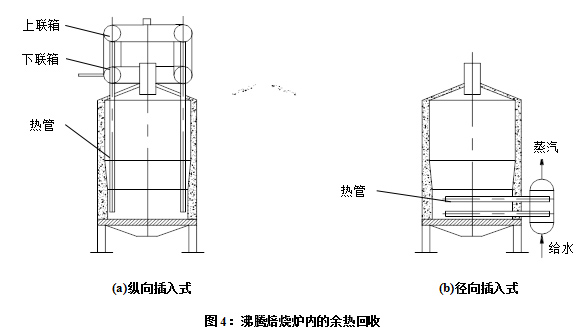
热管在沸腾焙烧炉中回收热量有两种形式:图4(a)所示纵向插入式。热管蒸发段的下部直接插入沸腾层内,另一部分在沸腾层的炉膛扩大部分,热管沿炉膛周边布置。这种布置的优点是热管在沸腾层内受单侧矿尘纵向磨损较轻,热管不仅在沸腾层中吸热,而且沿整个炉膛高度以辐射形式吸热,降低炉气出口温度减轻炉气废热锅炉的负荷;热管由于纵向伸缩自由,不存在温差应力,同时单根热管的损坏不影响设备整体运行,保证生产的稳定性。图4(b)所示径向插入式。热管在沸腾床中承受炉气及矿尘的横向冲刷,传热方式为强迫对流换热。与纵向插入式相比磨损较为严重,但热管长度短,制造简单,管外可以用翅片强化传热以减少热管数量,同样,单根热管的损坏也不影响整体运行。
三、热管技术在石油化工中应用
热管及热管换热器在石油化工中应用具有体积紧凑、压力降小、可以控制露点腐蚀、一端破坏不会引起两种换热流体互混等优点,不仅提高设备热效率而且可靠性大为增加,减少停车次数。目前主要应用在以下几个方面。
1、 热管裂解炉
2、 热管乙苯脱氢反应器
3、 环己醇脱氢化学反应器
4、 热管氧化反应器
5、 催化裂化再生取热器
6、 热管化学反应釜
7、 苯酐热熔冷凝箱
8、 加热炉余热回收设备
以热管裂解炉为例。
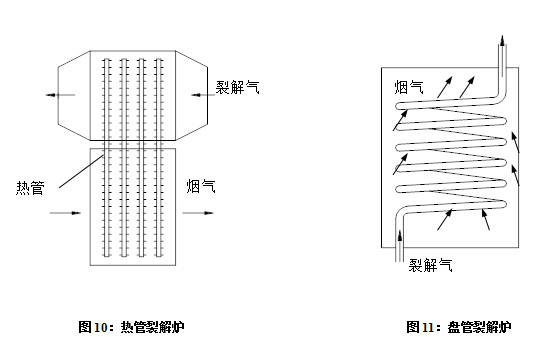
小型生产的热管裂解炉不仅吸取了管式炉结构简单、操作容易、能连续生产的优点,还使裂解温度均匀,停留时间缩短,烃的分压降低,而且可根据裂解过程前后反应所需温度不同,通过热管长短、翅片的多少方便灵活地调整温度,还可通过流体流过热管的截面大小来调整炉气的裂解停留时间。如图10所示为一小型裂解炉,热管工作温度为750~900℃,管内工作液体为金属钠。单根管的传递功率可达40KW以上。高温燃烧气直接加热热管的蒸发段,通过介质传至热管上部,使上部管壁和翅片都处于均匀的温度。
如图11所示为原盘管裂解炉,其和热管裂解炉的优缺点比较如表2。
传统的大型裂解炉都是热源加热外管壁,裂解物料在管内受热裂解。由于管外温度场沿炉体轴向的不均匀性是无法克服的,因而在管内被裂解的工艺流体由于管壁温度的不均匀,局部过热而产生裂解副反应,
表2:盘管裂解炉和热管裂解炉的对比
|
型式 |
加热源 |
温度场 |
沿程调温 |
沿程压力降 |
停留时间 |
换热面积 |
能耗 |
金属耗量 |
|
盘管 |
燃油或电 |
不均匀 |
不可调 |
大 |
长 |
19m2 |
高 |
φ65×5(mm),117m长 |
|
热管 |
燃油或燃煤 |
均匀 |
可调 |
小 |
可调在合适范围 |
22m2 |
低 |
φ65×5(mm),44m长,加部分翅片 |
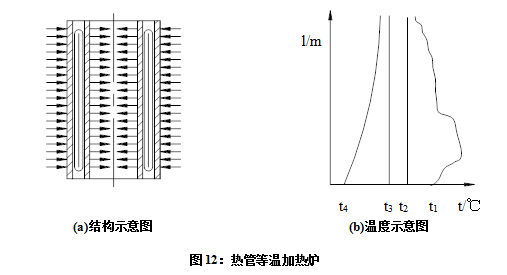
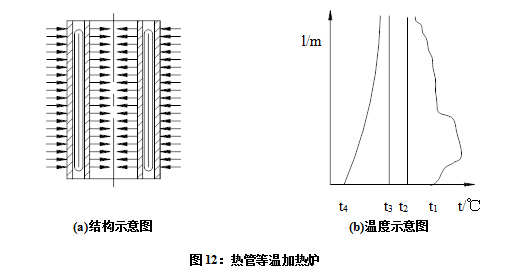
甚至流体结焦炭化。利用热管的热屏蔽特性可制成一种等温加热炉管,如图12(a)所示。由两根同心的内外管组成一个复合管,在内外之间还有一薄壁同心管组成热管内部工作液体循环通道。图反应,甚至流体结焦炭化。利用热管的热屏蔽特性可制成一种等温加热炉管,如图12(a)所示。由两根同心的内外管组成一个复合管,在内外之间还有一薄壁同心管组成热管内部工作液体循环通道。图12(b)所示为沿管长的温度示意,t1为外管壁温度,t2为热管内循环工作介质温度,t3为内管壁温度,t4为管内工艺流体温度,且t1 > t2> t3> t4。